

A polished stainless steel surface can look convincing at first glance. But in real manufacturing and metal trading, appearance alone does not guarantee the material is genuine 304 stainless steel.
In recent years, cases of lower-grade stainless steel being sold as 304 have become more common across global supply chains. Sometimes the substitution is intentional to reduce costs. In other cases, materials are mixed during storage, fabrication, or transportation. Either way, the result can be serious – unexpected corrosion, welding defects, shortened equipment life, or failed quality inspections.
That is why more manufacturers and inspectors now rely on stainless steel testing instead of visual judgment alone. With modern spectrometers, users can quickly verify alloy composition and identify suspicious materials before they enter production.
For industries where material reliability matters, a professional spectrometer for steel analysis is no longer just a laboratory tool. It has become part of everyday quality control.

Why 304 Stainless Steel Is a Target for Fraud
304 stainless steel (UNS S30400) is the most widely used grade in the austenitic family, representing roughly 80% of all austenitic stainless steel production. Its benchmark “18/8” composition – approximately 18% chromium and 8% nickel – provides the balance of corrosion resistance, formability, and weldability that industries from food processing and pharmaceutical equipment to chemical transport and architecture depend on. Under ASTM A240, the governing standard for chromium and chromium-nickel stainless steel plate, sheet, and strip for pressure vessels and general applications, 304 must meet these limits:
- Chromium (Cr): 17.5–19.5%
- Nickel (Ni): 8.0–10.5%
- Carbon (C): ≤0.07%
- Manganese (Mn): ≤2.0%
- Phosphorus (P): ≤0.045%
- Sulfur (S): ≤0.030%
- Silicon (Si): ≤0.75%
These numbers are not approximate guidelines. They are pass/fail specifications. A single element outside its range means the material cannot legally be sold as 304.
The economic incentive to cheat is enormous, and it comes down to nickel. Nickel has historically traded at a significant premium, often accounting for a large portion of 304‘s raw material cost. In typical market conditions, the price gap between 304 stainless steel and 201 stainless steel (which contains only 1–2% nickel and replaces much of it with manganese) can exceed $5,000 per ton. A distributor who substitutes 201 for 304 and pockets the difference stands to make an extraordinary margin on every shipment – at the buyer’s expense.
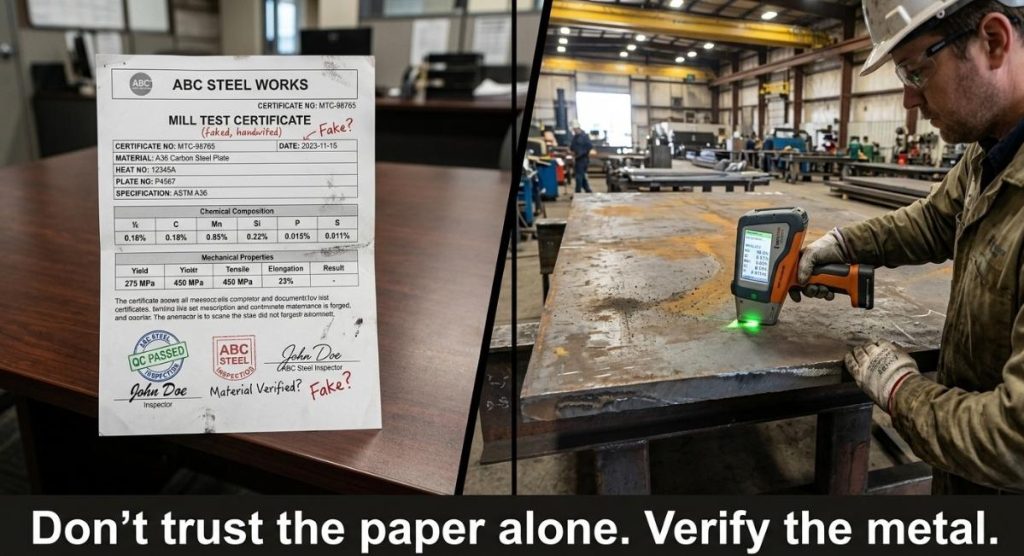
This is not hypothetical. In 2019, the U.S. Department of Justice charged a metallurgist with fraud for falsifying test results on steel supplied for Navy submarine construction, material that was intended to protect sailors under extreme conditions but failed to meet required specifications. If steel that was supposed to undergo some of the most rigorous quality control in the world could be compromised, what does that say about the ordinary commercial supply chain? The case serves as a stark reminder that fraudulent materials can penetrate even the most critical applications when verification relies too heavily on paper rather than direct measurement.
The counterfeiting methods have also grown more sophisticated. Some manufacturers deliberately produce “low-nickel 304,” steel that contains perhaps 5% nickel instead of the required 8% minimum, enough to reduce raw material cost sharply while still looking identical to genuine stock. Other operations simply rewrite mill certificates, shipping whatever alloy is cheapest that day under the customer‘s documentation. In a market where a single container load of mislabeled stainless steel can represent tens of thousands of dollars in illicit profit, the incentive to fake is permanent.
Why Traditional Testing Falls Short for Industrial Buyers
Experienced purchasing and quality professionals have long relied on a handful of field checks. While these methods are better than nothing, each one carries significant blind spots that a knowledgeable supplier can easily exploit.
The magnet test is the classic example. Because 304 is nominally non-magnetic in its annealed condition, many buyers believe that magnetic attraction is the smoking gun of a fake. In reality, cold working operations such as bending, machining, or drawing transform some of the austenite into martensite, generating a measurable magnetic response even in perfectly good 304. Counterfeiters have also learned to formulate alloys that are deliberately non-magnetic, knowing that overreliance on the magnet test gives them a free pass.
Chemical spot test kits, sometimes marketed as “304 identification solutions,” react with surface metals to generate a color change. While convenient, these tests have become far less reliable as counterfeit mills have developed “reagent-immune” compositions. By tweaking surface chemistry or adding elements that suppress the expected color reaction, a clever supplier can produce steel that passes a spot test with flying colors but fails catastrophically in service.
Visual inspection remains popular but is essentially useless for modern polished stainless steel products. 201, low-nickel 304, and genuine 304 are all bright, silvery, and indistinguishable to the naked eye. A polished sheet tells no story about its nickel content.
The common failure across all these methods is straightforward: none of them measure chemical composition. They look for surface proxies, magnetic behavior, or color changes that at best correlate loosely with the actual elemental content. When a supplier‘s entire business model depends on passing cheap metal as premium, these tests are barriers that have already been engineered around.
| Traditional Method | Why Buyers Still Use It | Why It’s No Longer Enough |
| Magnet Test | Quick, zero-cost field check | Cold-worked genuine 304 can be magnetic; some fakes are deliberately non-magnetic |
| Chemical Spot Test | Portable and simple | Reagent-immune low-nickel steels produce false negatives |
| Visual Inspection | No tools needed | 201 and 304 are visually identical after standard finishing |
| Spark Test (Grinding) | Can identify some carbon steels | Requires extreme operator skill; inconsistent for stainless steels |

How Spectrometers Answer the Only Question That Matters
The single question every buyer needs answered is this: What is the exact elemental composition of this material? A spectrometer answers it directly by measuring the physical interaction between energy and atoms.
The Core Principle
When atoms in a metal sample are excited – by X-rays in one technology or by a high-energy electrical spark in another – their electrons jump to higher energy states. As those electrons fall back to their normal positions, they release energy in the form of electromagnetic radiation, either as secondary X-rays or as visible and ultraviolet light. Each element in the periodic table emits radiation at a unique set of wavelengths, and the intensity of that emission is proportional to the concentration of the element in the sample. A spectrometer captures that emission, separates it into its component wavelengths, and calculates the percentage of each element present. The result is a full elemental assay in seconds to tens of seconds, with no guesswork, no subjective interpretation, and a hard digital record.
Two categories of spectrometer dominate industrial stainless steel testing: handheld X-ray fluorescence (XRF) analyzers and optical emission spectrometers (OES), often called direct reading spectrometers.

Handheld XRF: The Rapid Screening Workhorse
Handheld XRF analyzers have transformed the economics of material verification by making precision elemental analysis portable. The instrument emits a beam of primary X-rays that strikes the sample, ejecting inner-shell electrons from the metal atoms. When outer-shell electrons fill these vacancies, they emit secondary (fluorescent) X-rays whose energies uniquely identify each element. A silicon drift detector inside the analyzer counts these photons, and onboard software converts the spectral data into weight percentages for each detectable element.
What makes XRF especially valuable in the fight against counterfeit 304 is the combination of three capabilities:
- Speed: A typical measurement takes only a few seconds. An incoming inspection team can check multiple spots on dozens of items in a shift, dramatically increasing the sampling rate compared to laboratory-only methods.
- Non-destructive operation: XRF leaves no visible mark on the sample and requires no sample cutting or grinding for most clean surfaces. The part remains usable.
- Built-in grade libraries: Most modern handheld XRF instruments ship with alloy libraries keyed to international standards, including ASTM, DIN, and JIS. The device automatically compares the measured composition against grade specifications and displays a match or a red flag.
For 304 verification, an inspector simply places the analyzer against a pipe, flange, or fitting and reads the screen within seconds. If chromium and nickel levels fall within ASTM A240 limits and manganese stays under 2%, the material is consistent with 304. If nickel drops to 1.5% while manganese spikes to 7.5%, the material is almost certainly 201, regardless of what the paperwork says. In scrap recycling operations, where mixed stainless streams arrive daily, XRF analyzers have become essential for maintaining grade purity and preventing the costly contamination of 304 bales with lower-value grades.
Optical Emission Spectrometry (OES): The Laboratory Standard for Full Chemical Certification
While handheld XRF excels at rapid field screening, it has one well-known limitation: it cannot measure carbon, phosphorus, or sulfur at the low levels required for stainless steel specification compliance. Those light elements produce X-ray emissions that are too weak to penetrate the instrument window and are heavily absorbed by air. That is where spark optical emission spectrometry (OES), also called the direct reading spectrometer, becomes indispensable.
In OES analysis, a small area of the sample surface is subjected to a high-energy electrical spark in an argon-purged chamber. The spark vaporizes a microscopic amount of metal and simultaneously excites the atoms. As the excited atoms return to ground state, they emit light at specific wavelengths across the ultraviolet and visible spectrum. A high-resolution diffraction grating separates this light, and a charge-coupled device (CCD) or photomultiplier tube array measures the intensity at each characteristic wavelength. The instrument then calculates the concentration of every element present – typically 20–30 elements or more – in roughly 30 to 60 seconds.
This capability is critical because:
- Carbon (C) content is what differentiates 304 (C ≤0.07%) from 304L (C ≤0.03%). If carbon exceeds the specification, the material is non-compliant even if chromium and nickel values are perfect. High carbon promotes intergranular corrosion after welding, a failure that can destroy process equipment.
- Phosphorus (P) and Sulfur (S) are tramp elements that degrade mechanical properties and weldability. ASTM A240 mandates maximum limits of 0.045% for phosphorus and 0.030% for sulfur. OES measures both with far greater sensitivity than any field-portable technique.
The method is formalized in ASTM E1086, Standard Test Method for Analysis of Austenitic Stainless Steel by Spark Atomic Emission Spectrometry, which covers the determination of chromium (17.0–23.0%), nickel (7.5–13.0%), molybdenum, manganese, silicon, copper, carbon, phosphorus, and sulfur. The standard specifies that the specimen must have a flat surface at least 13 mm in diameter, prepared by grinding to remove oxides and surface contamination. This minor sample preparation is the small cost of definitive, defensible data that holds up in a dispute.

A Practical Stainless Steel Verification Workflow
Neither XRF nor OES alone represents a complete solution. The most effective quality assurance programs combine both into a structured, three-stage workflow that delivers speed, accuracy, and traceability.
Stage 1 – Incoming Screening with Handheld XRF
When a truckload of stainless steel plates, pipes, or fittings arrives, the first line of defense is the handheld XRF analyzer. A quality technician walks the shipment, measuring multiple points per item. If every reading shows nickel and chromium within the expected range and manganese within limits, the consignment moves forward with a green-light screen record. If any item returns low nickel, elevated manganese, or an unexpected grade match, the batch is immediately flagged and segregated. No paperwork overrides the spectrometer reading. At scrap yards and metal recyclers, this same process ensures that 304, 316, and 201 piles stay clean, protecting both the yard‘s reputation and its revenue.
Stage 2 – Laboratory Precision Verification with OES
For materials destined for pressure-containing, structural, or process-critical applications, the flagged and even the screened lots then undergo confirmatory analysis by OES. A small coupon is cut, ground flat per ASTM E1086 requirements, and sparked. The instrument delivers the complete elemental breakdown, including carbon, phosphorus, and sulfur. This stage catches what handheld XRF cannot: carbon rings above specification, residual phosphorus edging toward levels that could compromise weld quality, or sulfur hints from poor-quality scrap in the melt. A material that passes XRF screening but fails OES on carbon content is just as rejected as one flagged at the dock.
Stage 3 – Traceable Digital Documentation
Both XRF screening logs and OES reports are recorded, time-stamped, and linked to supplier batch numbers and mill certificates. This creates a defensible chain of evidence. When a customer questions a material‘s conformity, or when a supplier disputes a rejection, the spectrometer data, generated under standardized conditions on calibrated instruments, provides objective answers. Mill certificates can be falsified. Spectrometer results tied to ASTM methods are far harder to manufacture.
The following table summarizes where each instrument shines:
| Capability | Handheld XRF | OES / Direct Reading Spectrometer |
| Typical Analysis Time | A few seconds | 30–60 seconds |
| Environment | Field / warehouse / scrap yard | Laboratory or QC station |
| Elements Detectable | Most metals from Mg to U; not C, P, S at spec levels | Full range including Cr, Ni, Mo, Mn, Cu, Si, C, P, S |
| Carbon Measurement | Not available | Yes, critical for 304 vs. 304L |
| Sample Preparation | Minimal; clean surface | Grinding to ASTM E1086 flatness |
| Primary Role | On-site screening and sorting | Laboratory certification and final compliance |

Building a Reliable Defense Against Counterfeit Stainless Steel
The economics that make counterfeiting 304 attractive are not going away. Nickel will continue to cost more than manganese, and the gap between 304 and 201 prices will continue to tempt bad actors. The U.S. Navy case and countless commercial disputes have demonstrated that mill certificates and visual trust are not sufficient shields. What works is direct measurement of chemical composition, performed systematically, with instruments calibrated to international standards.
For procurement managers and quality directors, this means integrating two types of spectrometers into the inspection process. A handheld XRF analyzer puts screening power directly on the loading dock, where it can stop problematic shipments before they enter inventory. A direct reading optical emission spectrometer provides the laboratory-grade precision needed to certify carbon, phosphorus, and sulfur content with the authority of an ASTM method. Together, they transform stainless steel verification from a paperwork exercise into a physics-based quality gate.
Drawell supplies spectrometer solutions purpose-built for this challenge. From portable XRF analyzers for rapid alloy identification to full-spectrum direct reading spectrometers for precise stainless steel analysis, the instruments are engineered to help metal buyers, processors, and quality teams move from suspicion to certainty in seconds to minutes. Every piece of counterfeit material that gets caught is a failure prevented, a warranty claim avoided, and a reputation preserved.
The next time a purchase order specifies 304, you will not need to take anyone‘s word for it. You will take a measurement instead – and that measurement will tell you everything.
Get Quote Here!
Latest Posts






What Next?
For more information, or to arrange an equipment demonstration, please visit our dedicated Product Homepage or contact one of our Product Managers.


